
Al planear los aspectos de calidad de la manufactura, nada es más importante que asegurarse de antemano de que el proceso productivo será capaz de mantener las tolerancias. La habilidad del proceso proporciona una predicción cuantitativa de qué tan adecuado es un proceso. La habilidad del proceso es la variación medida, inherente del producto que se obtiene en ese proceso. En este contexto, la habilidad permite entre otras cosas establecer limites de especificación realistas.
La fórmula para el cálculo de la habilidad del proceso que más se usa es: Habilidad del Proceso = +- 3σ (un total de 6σ) donde σ es la desviación estándar del proceso cuando se encuentra bajo control estadístico. Adicionalmente si el proceso esta centrado en la especificación nominal y sigue una distribución de probabilidad normal, 99,73% de la producción estará a menos de 3σ de la especificación nominal.
En este contexto la tasa de habilidad de un proceso Cp se refiere a la variación en un proceso alrededor del valor promedio, obteniéndose a través de la siguiente fórmula (notar que se usa 6S como estimación de 6σ):
![]()

Un proceso que cumple bien con los límites de especificación (rango de especificación = +- 3σ) tiene un Cp=1. Lo crítico de muchas aplicaciones y la realidad de que el promedio del proceso no permanecerá en el punto medio del rango de especificación sugiere que Cp debe ser al menos 1,33.
En este contexto es útil tener un índice de habilidad que refleje ambas variaciones y la localización del promedio del proceso. Tal índice es Cpk o índice de capacidad del proceso, el cual refleja la proximidad de la media actual del proceso al Límite de Especificación Superior (LES) o al Límite de Especificación Inferior (LEI).
![]()

Si el promedio actual es igual al punto medio del rango de especificación, entonces Cpk=Cp.
Adicionalmente si un proceso se encuentra en control estadístico, la siguiente relación se cumple para usar S como una estimación de σ (desviación estándar):


A continuación se presenta el calculo de los índices Cp y Cpk aplicado a los datos del ejemplo de las Gráficas de Promedios y Rangos en el Control Estadístico de Procesos. El resumen de los datos se observa en la siguiente tabla:

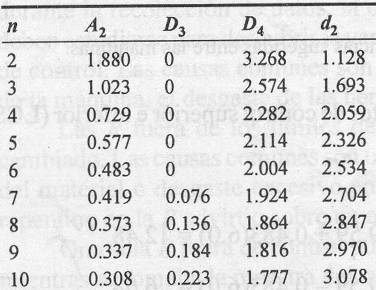
Luego se procede a la estimación de S (recordar que cada muestra tiene 4 observaciones, en consecuencia n=4 y d2=2,059).

Notar que el parámetro d2=2,059 se puede obtener de la siguiente tabla:

El cálculo de Cp y Cpk esta dado por:


La media del proceso (999,6 OHMS) se encuentra prácticamente centrada respecto a la especificación nominal (1.000 OHMS). Esto se corrobora en la similitud de los indicadores Cp y Cpk. No obstante lo anterior la habilidad del proceso es relativamente baja (se recomienda al menos Cp≥1,33) lo que permite anticipar que un porcentaje significativo de resistores podrían estar fuera de los límites de especificación.
Existen un importante número de herramientas que permiten el cálculo sencillo de estos indicadores de desempeño. Al respecto recomendamos a nuestros usuarios leer el artículo Cómo Calcular Cp y Cpk con el Complemento SPC for Excel que muestra cómo utilizar el complemento SPC de Excel para simplificar este tipo de operaciones.